青县森盛泰机筛通风净化设备厂
主营:不锈钢筛板|筛板加工|固化炉链板|过滤网板
青县森盛泰机筛通风净化设备厂


Product Center

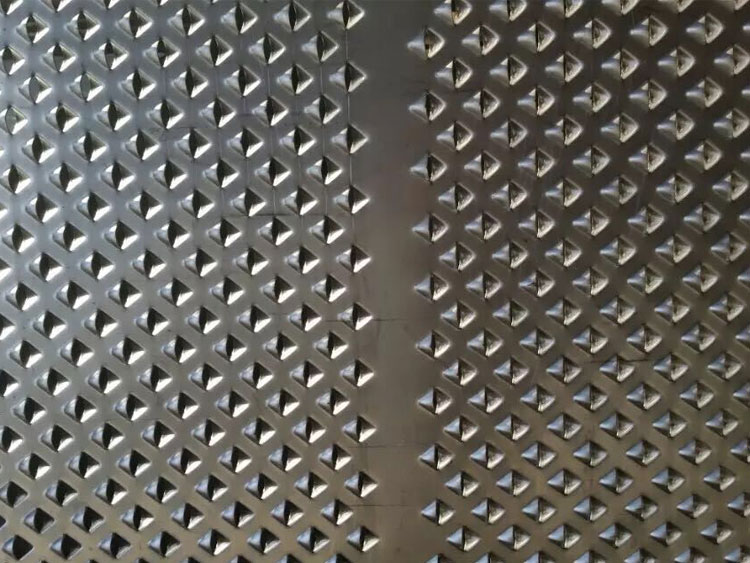
 不锈钢冲孔板
不锈钢冲孔板
 不锈钢冲孔网板
不锈钢冲孔网板
 不锈钢冲孔网板
不锈钢冲孔网板
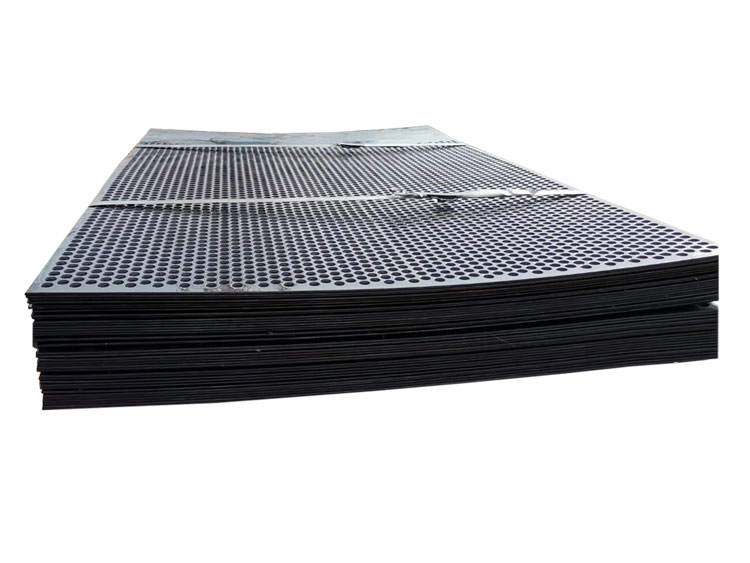
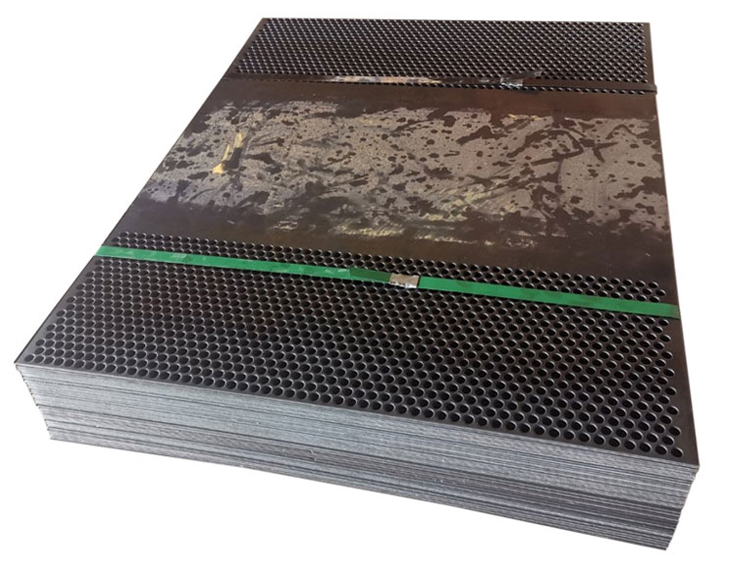
 冲孔筛板
冲孔筛板
 冲孔筛板
冲孔筛板
 冲孔筛板
冲孔筛板
 不锈钢筛板
不锈钢筛板
 不锈钢筛板
不锈钢筛板

 筛板冲孔
筛板冲孔
 筛板冲孔
筛板冲孔
 筛板加工
筛板加工
 筛板加工
筛板加工
 流化床筛板
流化床筛板
 机筛制品
机筛制品
 筛板加工
筛板加工
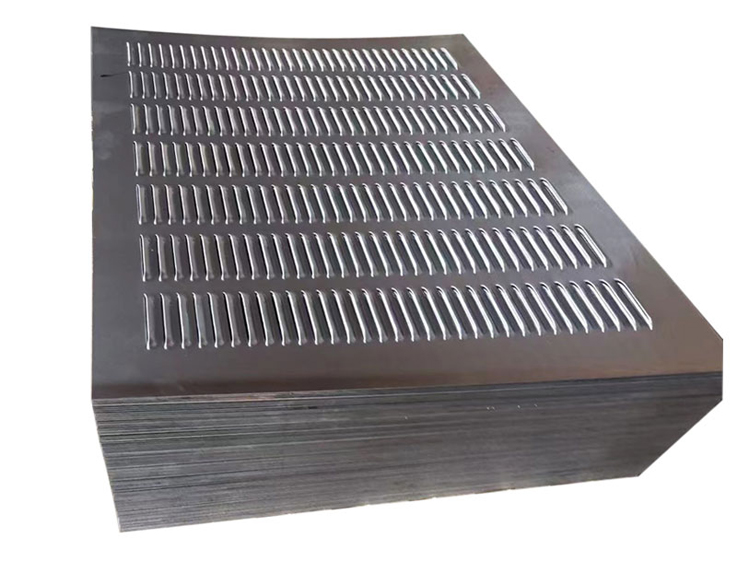
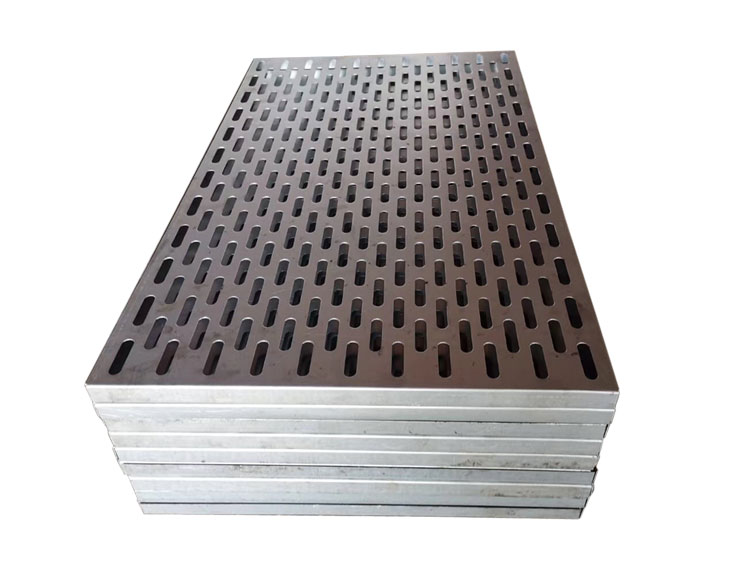
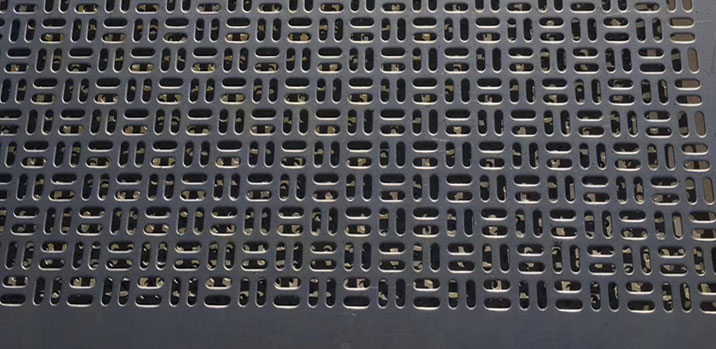
 长条孔筛板
长条孔筛板

 三角集棉机链板
三角集棉机链板
 三角集棉机冲孔链板
三角集棉机冲孔链板
 冲孔链板
冲孔链板
 固化炉链板
固化炉链板
 集棉机链板
集棉机链板
 集棉机链板
集棉机链板
 集棉机链板
集棉机链板
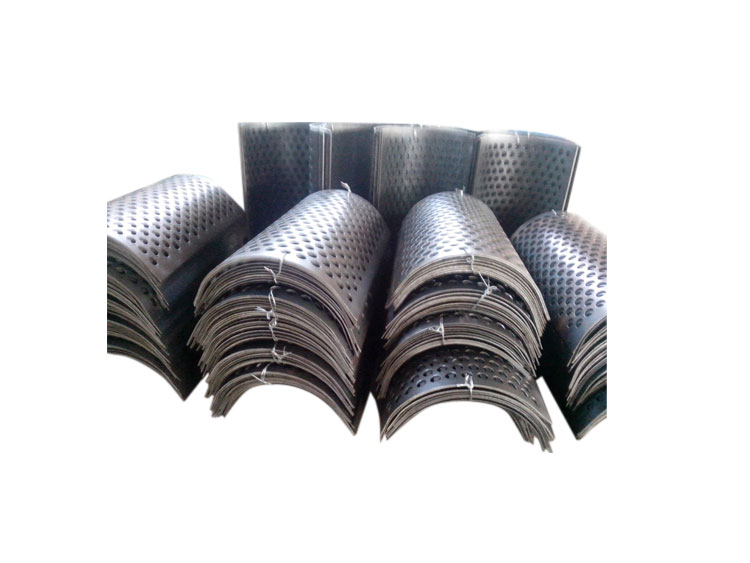
 集棉鼓网板
集棉鼓网板

 不锈钢过滤管
不锈钢过滤管
 不锈钢过滤板
不锈钢过滤板
 过滤网板
过滤网板
 过滤网板
过滤网板
 过滤板
过滤板
 过滤筛管
过滤筛管
 桥式滤水管
桥式滤水管
 条缝管网
条缝管网

 流化床筛板
流化床筛板
 隔音冲孔板装饰孔板
隔音冲孔板装饰孔板
 消音网板
消音网板
 消音板
消音板
 消音冲孔板
消音冲孔板
 消音冲孔板
消音冲孔板
 消音冲孔板
消音冲孔板
 装饰冲孔板
装饰冲孔板
 脱粒机筛网
脱粒机筛网
 脱粒机筛网
脱粒机筛网
 粉碎机筛板锤片
粉碎机筛板锤片
 清粮机筛板
清粮机筛板
 脱粒机筛板
脱粒机筛板
 脱粒机筛板
脱粒机筛板
 脱粒机筛板
脱粒机筛板

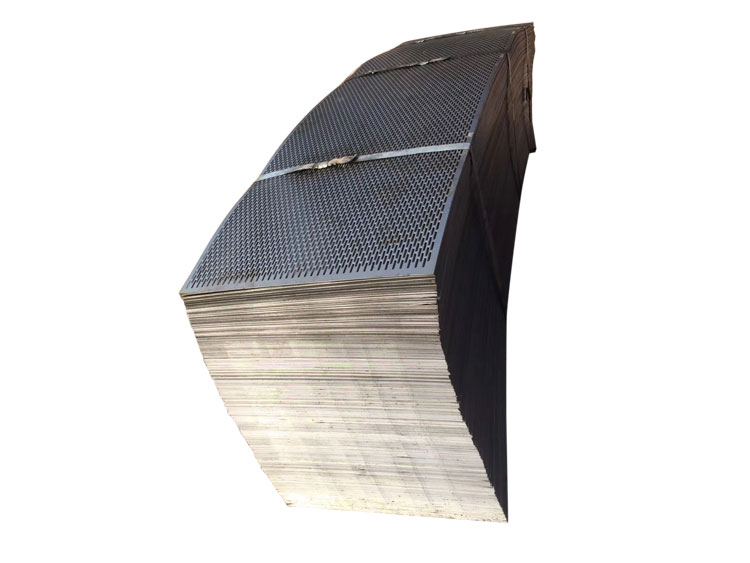
青县森盛泰机筛通风净化设备厂是一家集设计与开发生产筛板加工的企业。位于县城北2公里处104国道耿官屯工业园区,西临京沪高速公路、东临京沪铁路,地理位置优越,交通便利。
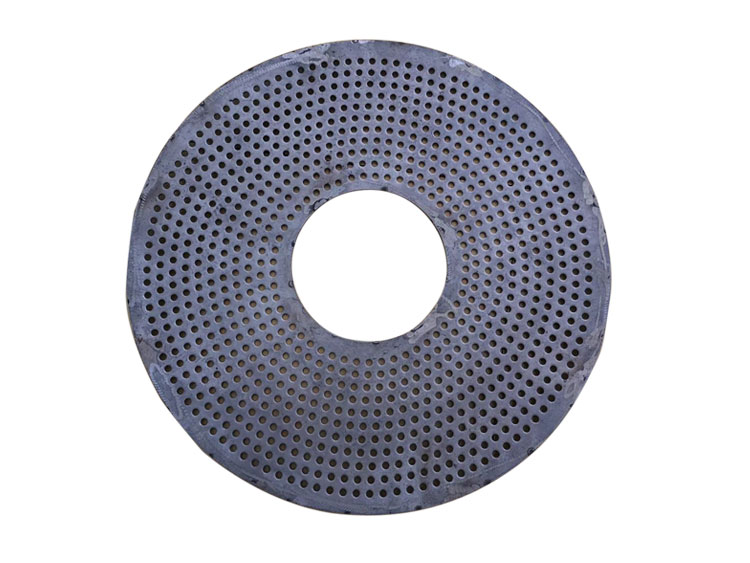
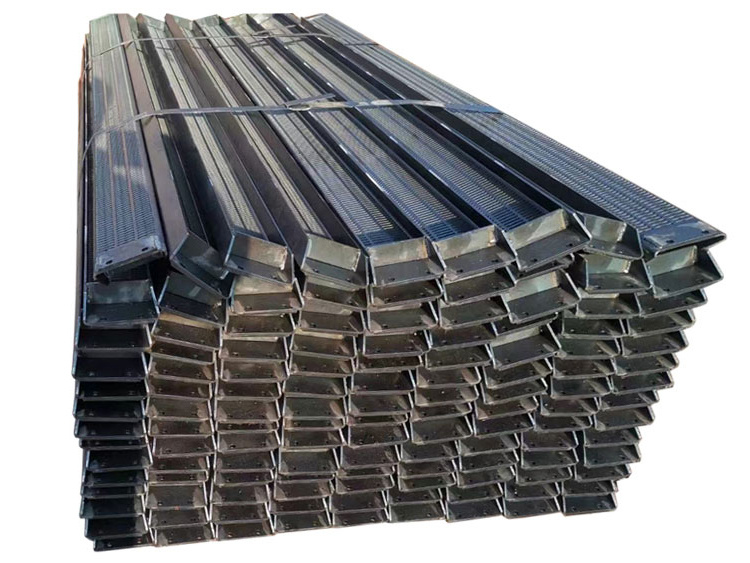
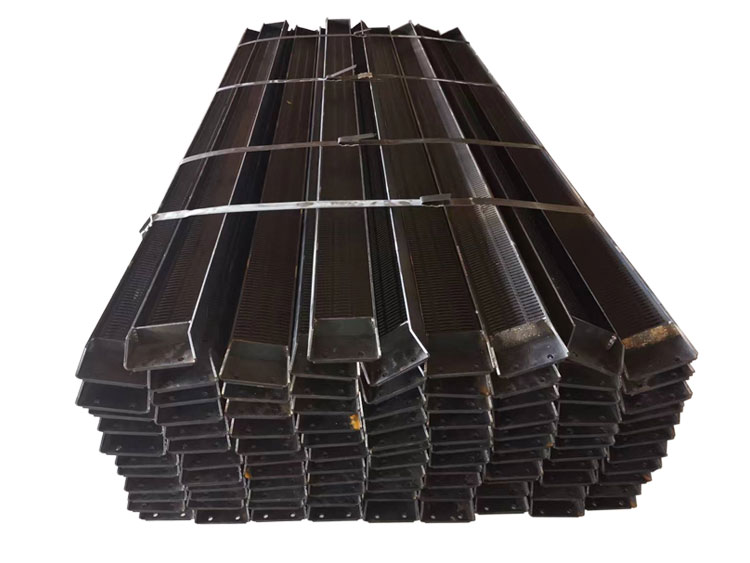
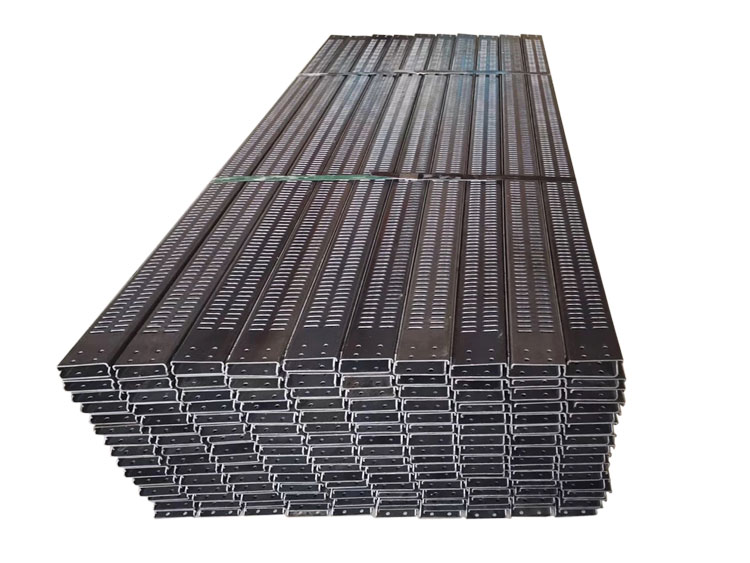
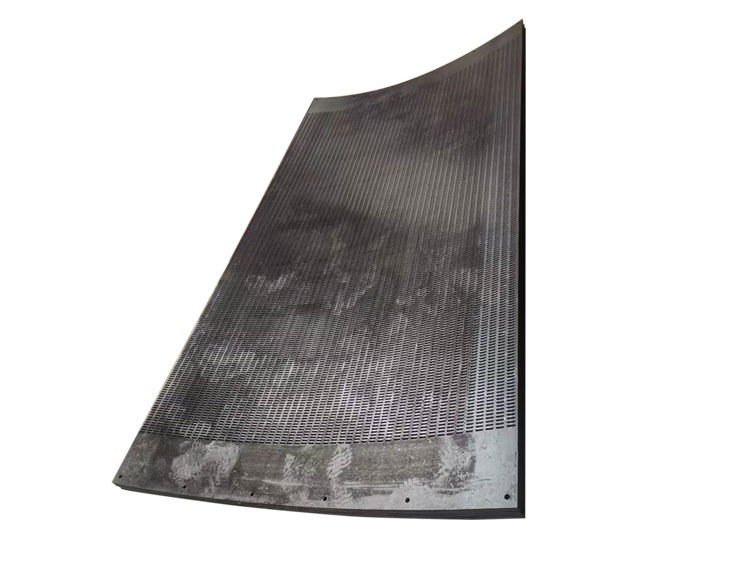
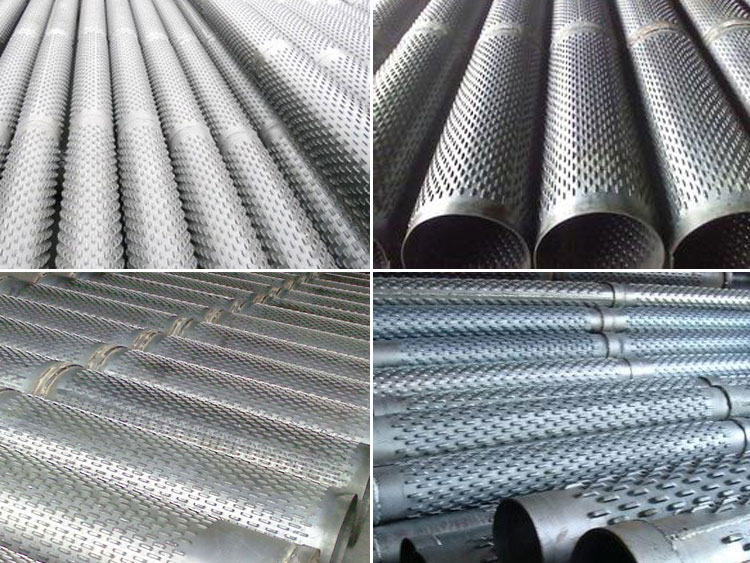
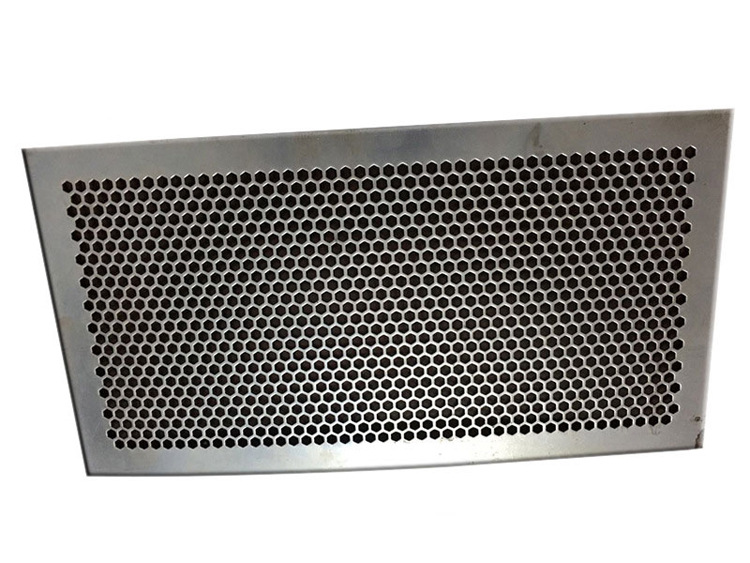
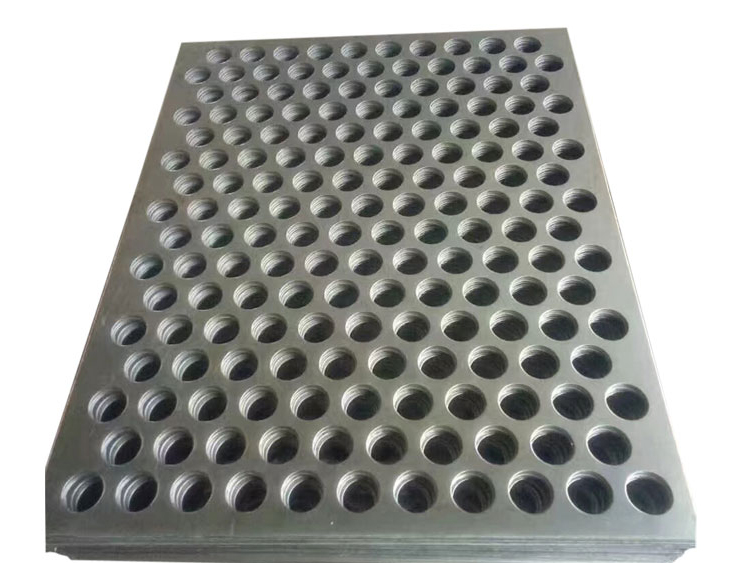
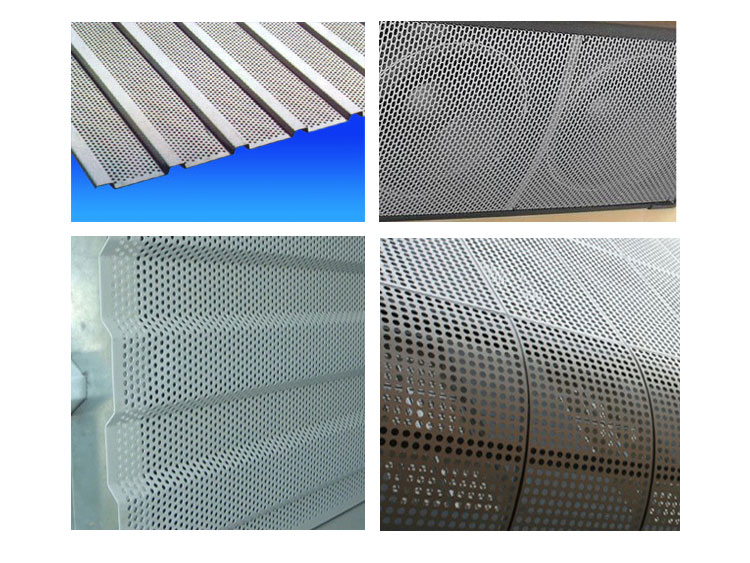
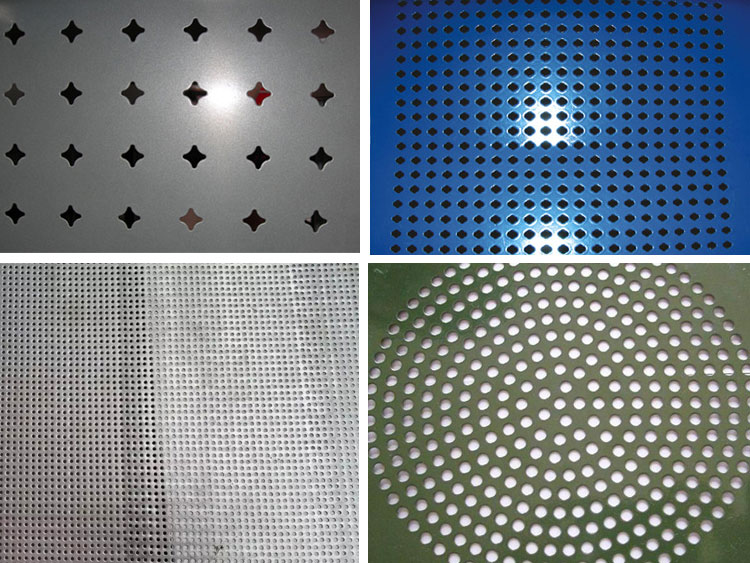
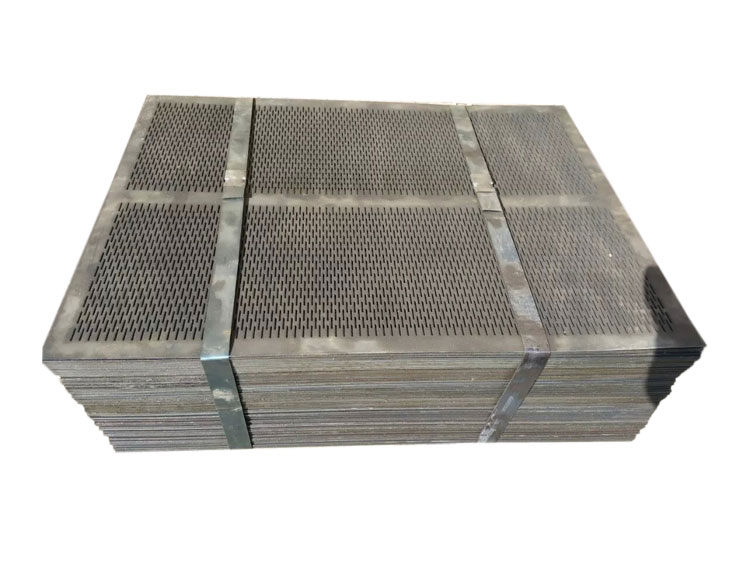
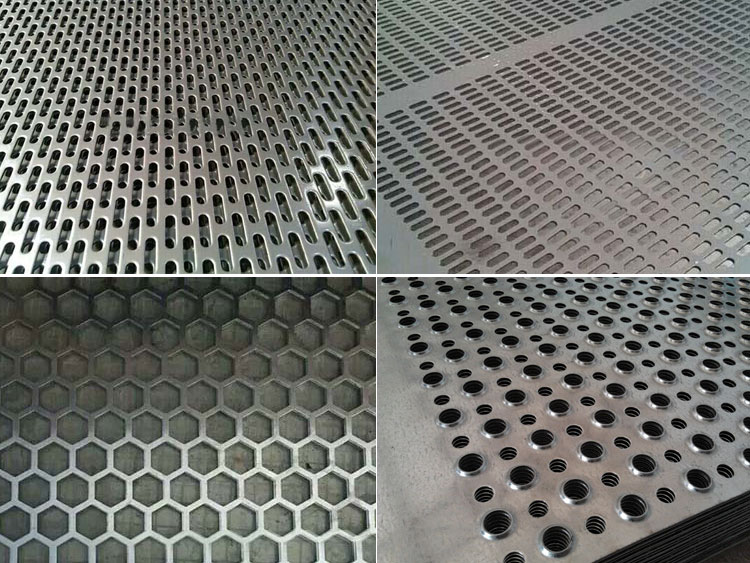
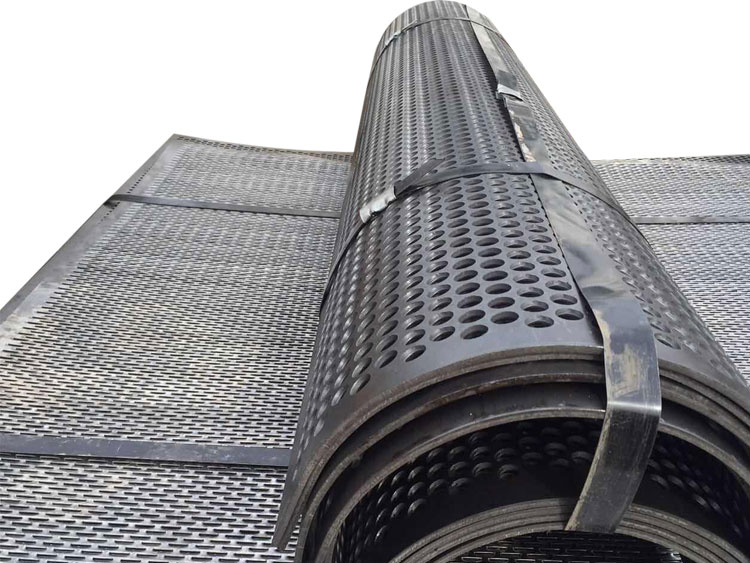
森盛泰机筛加工产品包括不锈钢筛板、不锈钢微孔筛板、不锈钢压力筛板、清粮机筛板、筛选机筛板、冲孔板,铝冲孔板,铝板冲孔、金属冲孔板,镀锌冲孔板,精密冲孔板及粮库通风笼设备等等。冲孔网板花型有:三角孔、长孔、圆孔、十字孔、八字孔、菱形孔、梅花孔、龟甲孔、鱼鳞孔等各种筛网。产品广泛用于粮食加工、粮库通风、消声设备、化工机械、饲料机械、造纸、食品机械、医药机械、石油建筑、装修、电子、音响网、通风干燥及散热、净化等生产配套使用。森盛泰产品精度高、质量好,受到新老客户的一致好评。

500+
筛板产品应用解决方案
200+
种产品种类
700+
客户认可支持
Successful cases
Real time news